

Одним из самых важных этапов, изготовления несъёмных протезов, является отливка разборной модели. Ведь если все этапы сделать идеально, т.е. врач получит идеально точный оттиск, просняв всю поверхность протезного ложа, техник отмоделирует идеально точную коронку, затем литейщик точно отольёт её не исказив или вместо литья будет получена коронка методом CAD/CAM, но нарушить технологию отливки разборной модели, то это приведёт к тому, что готовая конструкция окажется дефектной и придётся заново её изготовить. По этой причине необходимо тщательно выполнять этап отливки разборной модели, недопустив неточностей и нарушений технологии изготовления.
Технология изготовления разборных моделей в стоматологии очень проста, сначала в оттиск устаналиваются специальные направляющие штифты. Далее будет описана классическая технология изготовления разборных моделей челюстей. Т.е. изготовление рабочей части разборных моделей (штампиков) из гипса IV-V класса и цоколя (основания) модели из гипса III класса или из обычного гипса. Для этого мы в оттиске устанавливаем специальные направляющие штифты, соосно с клинической коронкой или культёй зуба. Существует много способов установки штифтов. Мы остановимся на самом простом. Для этого нам понадобятся булавки, если их нет, можно использовать ортодонтическую проволоку ∅0,8 или 1 мм. Затачиваем один кончик как у булавки, т.е. делаем острым, а второй в виде петли (см. рисунок). С помощью резинки (резинка для волос или от камеры колеса) соединяем булавку вместе со штифтом и фиксируем на оттиске (втыкаем в него).
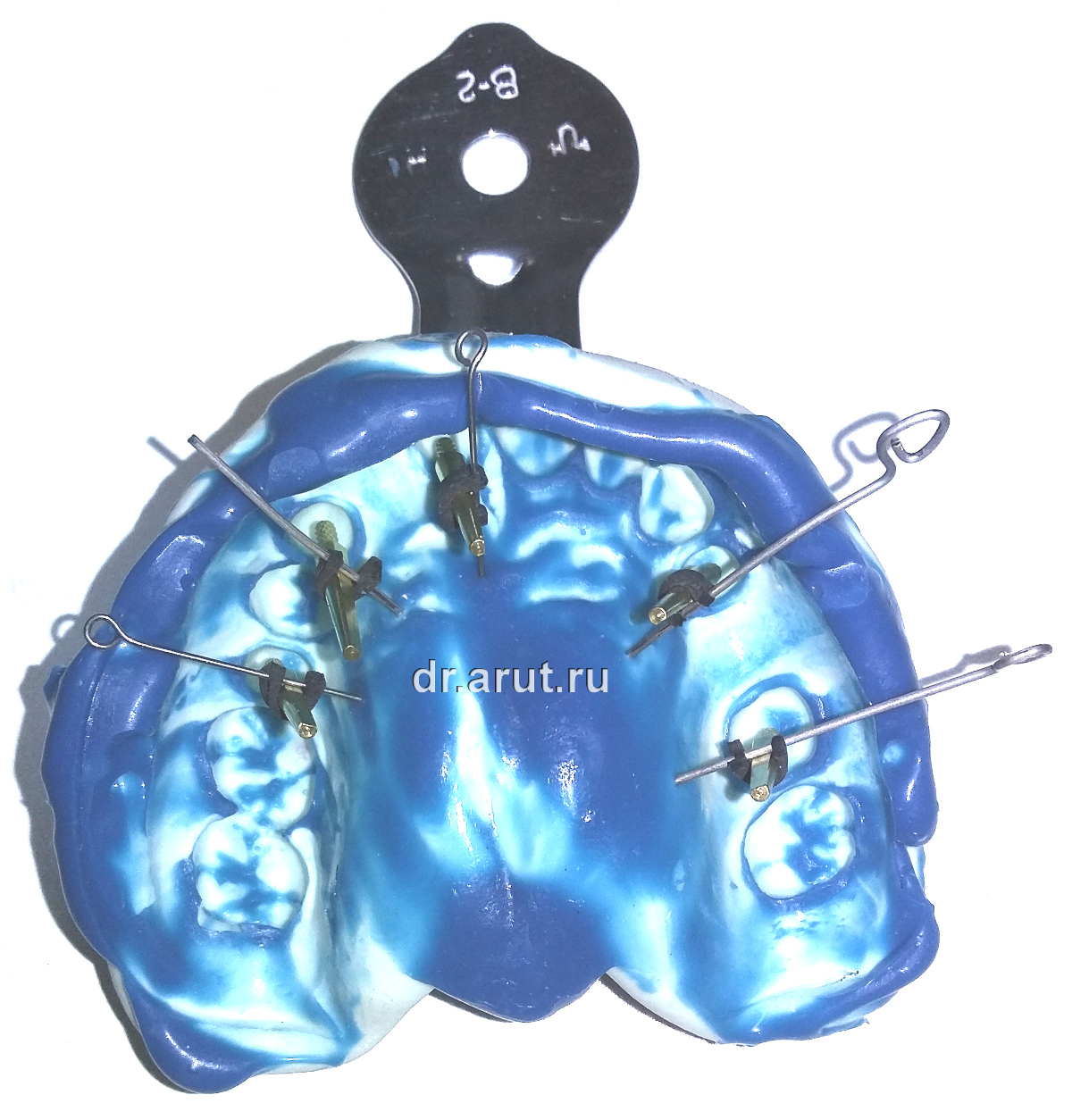
Силиконовый оттиск с установленными штифтами
Затем заливаем гипсом IV или V класса, на 2-3 мм выше шеек зубов. Создаём захваты с помощью гипса на поверхности гипса в тех участках, которые должны соединиться с основанием модели. С этой целью лучше всего использовать гроверные шайбы ∅5мм.

Отлитая рабочая часть
После этого снимаем с оттиска булавки вместе с резинками.
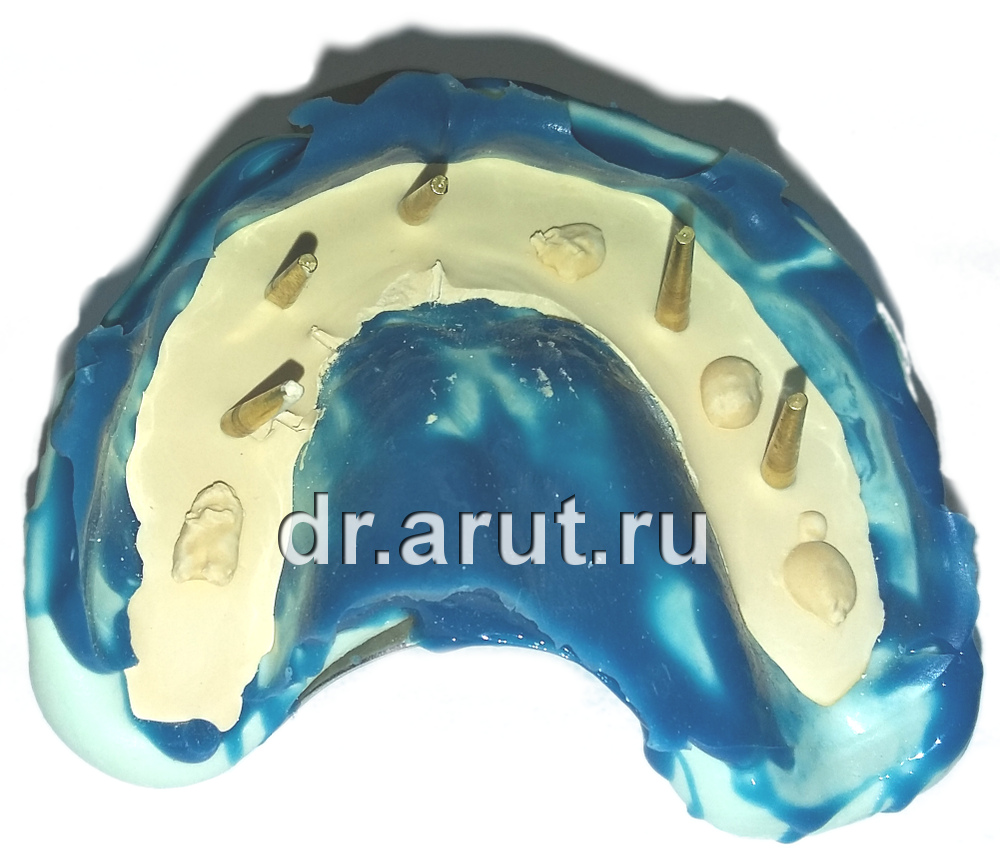
Оттиск вместе с рабочей частью модели
Те участки вокруг штифта, которые должны отделиться от цоколя модели мы смазываем вазелином (любым растительным или минеральным маслом, силиконовым маслом и т.д.) и отливаем цоколь модели из гипса III класса или обычного гипса (II класса).
После этого извлекаем модель из оттиска, обрезаем края на триммере, распиливаем модель зуботехническим лобзиком или специальным алмазным отрезным диском для гипса и извлекаем штампики вместе со штифтом.
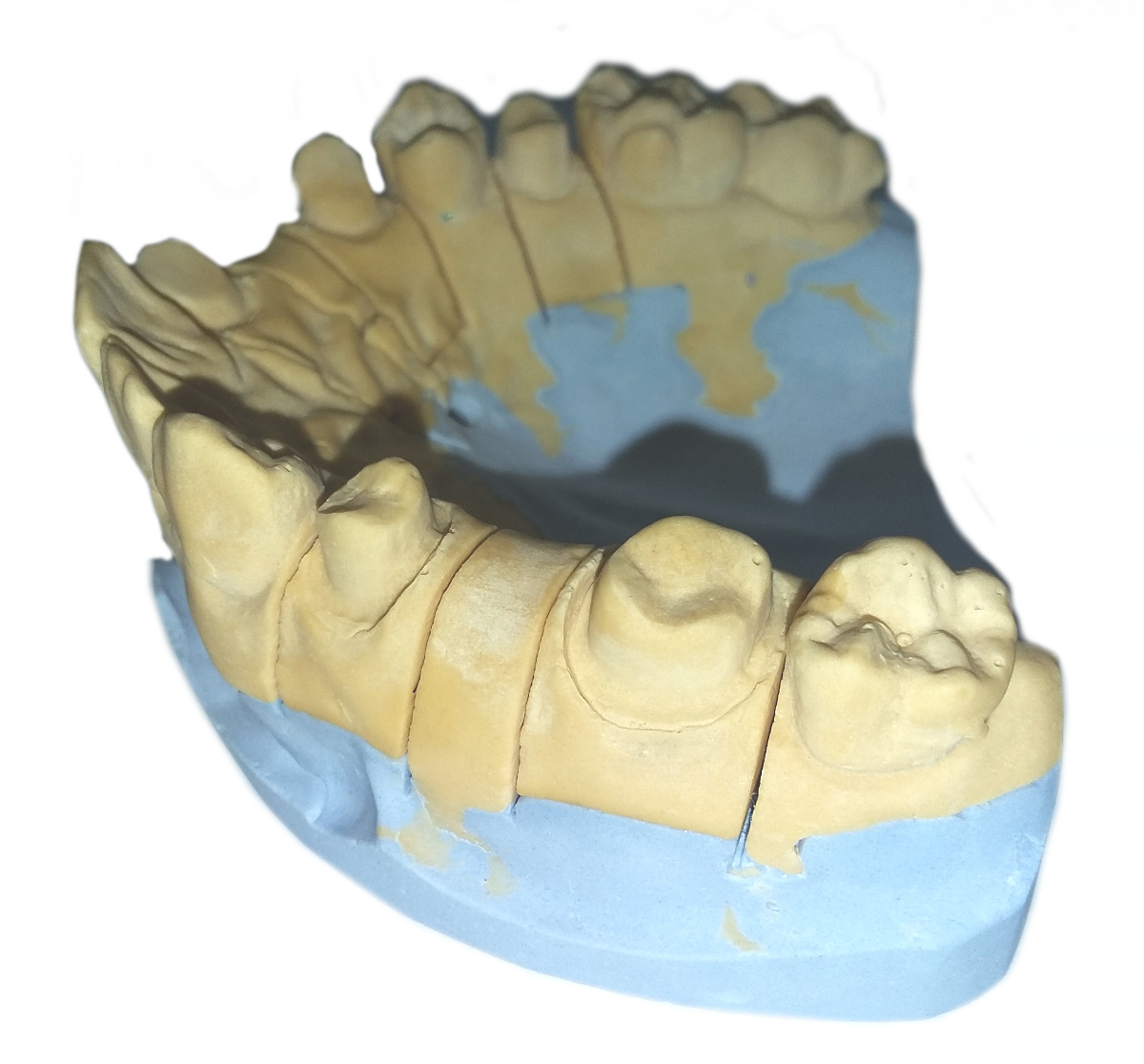
Разборная модель после распила
Далее гравируем штампики до зубодесневого желобка или кармана и покрываем их компенсационным лаком. Первый слой наносим на рабочую часть полностью, а вторую не доходя на 1 мм до уступа. Таким образом заканчиваем процесс изготовления разборной модели.

Готовая разборная модель
Критериями правильного изготовления разборной модели являются:
- Отсутствие щели между штампиком и цоколем модели;
- Отсутствие люфта у штампика в любом направлении, в том числе и вращение вокруг оси штифта;
- Отсутствие повреждений рабочей поверхности (сколы, поры и др.);
- Край уступа заканчивается по линии зубодесневого желобка или кармана;
- Участки без штифта крепко соединены с цоколем модели.
Про возможные ошибки при изготовлении разборных моделей можете прочитать здесь.